發布者:漢高 時間:2025/9/26 9:40:38
一、項目背景
隨著不銹鋼在食品、醫療、化工、能源等行業的廣泛應用,焊接質量直接影響產品的強度、耐蝕性和使用壽命。傳統焊接方法存在熱影響區大、變形嚴重、焊縫缺陷多等問題。激光焊接因其高能量密度和可控性,成為不銹鋼焊接的理想工藝。
本方案基于雙環激光焊接系統,通過主光束與環形輔助光束的協同,實現深熔焊與熱管理的平衡,確保焊接質量和生產效率。
二、系統組成
主光源(光纖激光器)
功率范圍:2–6 kW
用途:提供高能量密度,實現深熔焊接。
環形輔助光源(半導體激光器)
功率范圍:0.4–1.5 kW
用途:前置預熱、后置緩冷,降低應力與裂紋風險。
光學系統
主光斑直徑:0.3–0.6 mm
環形光斑內外徑:3–6 mm / 8–12 mm
能量分布:均勻,避免局部過熱。
保護氣體系統
氣體類型:Ar、Ar+N2
配置:表面保護、根部保護、焊后延時保護。
控制與監測單元
熔池圖像監控
寬深比閉環控制
PLC/HMI 實時參數調節
三、工藝參數建議
1. 適用材料
奧氏體不銹鋼:304、316L、雙相不銹鋼:2205、2207
2. 焊接厚度范圍
0.6–3.0 mm
3. 工藝窗口
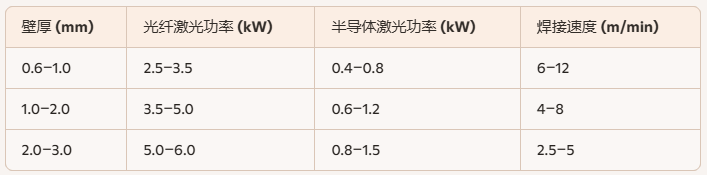
四、工藝要點
端面準備
清潔:去除油污、氧化皮,酒精/丙酮擦拭。
裝配:零間隙優先,允許 ≤0.15 mm 微間隙。
保護氣體
奧氏體不銹鋼:純氬保護。
雙相不銹鋼:Ar+2–5% N2,促進奧氏體再形成。
焊后保護:5–10 s,避免高溫氧化。
熱循環控制
前置環形光束:預熱,穩定熔池。
后置環形光束:緩冷,降低應力與裂紋。
缺陷防控
孔隙:提高氣體純度與流量,延長保護時間。
裂紋:優化緩冷功率,降低應力集中。
飛濺:調整光斑能量密度,保持氣體流場穩定。
五、質量檢測與驗收標準
外觀檢測:焊縫表面平整,無飛濺、無掛瘤。
截面檢測:熔深≥壁厚的 90–110%,無未熔合。
金相分析:雙相不銹鋼鐵素體/奧氏體比例 40–60%。
氣密/壓力測試:氣孔率<0.5%,滿足行業標準。
六、應用前景
不銹鋼管材直縫焊接:食品、醫療、化工設備。
壓力容器與耐蝕設備:高強度、耐腐蝕要求場合。
高端制造:航空航天、能源裝備。
七、結論
廣東漢高科技有限公司開發的雙環激光焊接系統通過主副光束的協同作用,實現了深熔焊接與熱管理的平衡,顯著提升了不銹鋼焊接的質量與效率。該方案不僅適用于常規奧氏體不銹鋼,還能滿足雙相不銹鋼的高端焊接需求,為高端制造業提供了可靠的技術支撐。

業務聯系
聯系人:許經理
電 話:18942437326
需要幫助?聯系我們

電話:
0757-25637818網址:
郵箱:
hangao@hangaotech.com